Es gibt einige Dinge, die man beim 3D Druck beachten muss. Dies fängt schon bei der Konstruktion an. Folgend möchte ich ein paar Erfahrungen & Tipps teilen.
Konstruktion
Sollten Sie Ihr 3D Druckteil selbst konstruieren, so achten Sie bitte auf folgende Punkte.
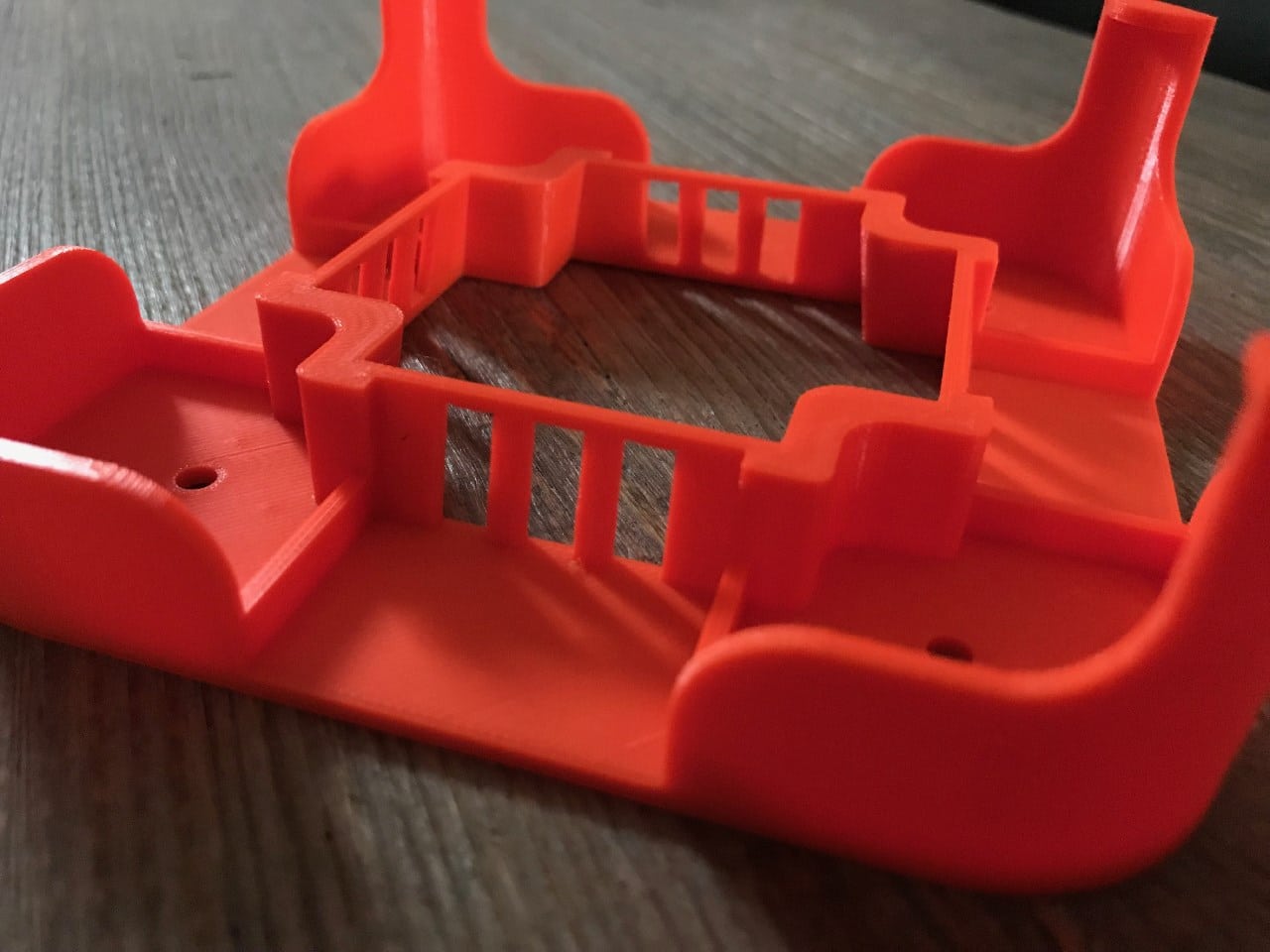
- Vermeiden Sie freistehende Elemente, welche “in der Luft stehen” und Stützstrukturen benötigen so weit es geht
- Vermeiden Sie scharfe Kanten, abgerundete Kanten verwenden
- Vermeiden Sie dünne Wände
- Bei Bohrungen mit Gewinde, konstruieren Sie den Lochdurchmesser so, dass Sie später ein Gewinde nachschneiden können. Mehr Info über Gewinde im 3D Druck finden Sie unterhalb
Gewinde
Grundsätzlich ist es Möglich, Gewinde direkt im 3D Druck mit zu integrieren. Erfahrungsgemäß funktioniert dies ab einem M12 Gewinde recht gut. Alles darunter sollte so konstruiert werden, dass ein Gewinde nach geschnitten werden kann.

Slicing
Der nächste, wichtige Punkt ist das richtige Slicen (in Schichten schneiden). Hier gibt es mehrere Tools, welche Ihr für das Slicen verwenden könnt.
- Slic3r (Prusa Edition / Normal)
- Simplify 3D (kostenpflichtig)
- Ultimaker Cura
Slic3r
Wer sich einen Prusa Drucker zugelegt hat, dem ist dieses Programm wohl bekannt. Es bietet die besten Voreinstellungen für den Prusa Drucker. Mit diesem Tool können Sie nicht viel verkehrt machen, da es perfekt auf Ihren Prusa Drucker zugeschnitten ist.
Simplify 3D
Dies ist, meiner Meinung nach, das Profitool unter den Slicern, jedoch für Anfänger eher nicht geeignet. Simplify 3D bietet so viele Einstellmöglichkeiten, dass Neulinge leicht überfordert werden. Hier empfehle ich, zuerst mit der Software zu Slicen, welche für den Drucker optimiert ist. Falsche Einstellungen im Slicer können zu misslungen & hässlichen Drucken führen, was am Anfang sehr frustrierend sein kann 😉
Tipps & Tricks
Hier ein paar Tipps für das Slicen, unabhängig von der Software, welche Sie nutzen.
- Aktivieren Sie immer den “Rand” (engl. Brim), wenn Sie Objekte mit kleiner Haftfläche drucken. Auch bei ABS ist dieser immer empfohlen! Dies erhöht die Haftung auf der Druckfläche.
- Falls möglich, drehen Sie Ihr Objekt immer so, dass die größte Fläche auf der Druckseite aufliegt (besser Haftung)
- Vermeiden Sie so weit es geht Stützstrukturen. Dies fängt aber bei der Konstruktion an. Flächen welche auf Stützen aufbauen sind optisch nicht gerade schön. Natürlich, so fern es anders möglich ist.
Schon gewusst?
Wir sind nun Prusa-Partner! Sie können uns durch Bestellungen über unseren Partnerlink* unterstützen!

Psst.. Haben Sie schon den neuen Prusa XL gesehen? Falls nicht, hier geht’s zur Produktseite*.
*(Partnerlink, wir erhalten Provision auf Bestellungen über diesen Link)
Material auswählen
Sie sollten vor dem Druck immer den Einsatzzweck des Druckteiles im Hinterkopf haben, denn die Auswahl des richtigen Materials ist hier entscheiden. Hier ein paar Anwendungsfälle für Materialen.
PLA
PLA ist das wohl am einfachsten zu druckende Material, bietet jedoch auch den geringsten Widerstand gegen Temperatur und äußere Einwirkungen. Dieses Material ist nur für Anwendungen im Innenbereich zu empfehlen.
- Für Skulpturen & Modelle
- Für Indoor-Objekte, wie USB-Stickhalter für den Schreibtisch
- schnelle Hand- & Formmuster
- Modellbau

PETG
PETG kombiniert die Vorteile von PLA und ABS und löst letzteres immer mehr ab. PETG bietet optimale Formstabilität bei minimaler Schrumpfung beim Abkühlen. Je nach Hersteller ist das Material bis zu 70°C formstabil.
- Für alle Anwendungen wie auch bei PLA geeignet
- Für Outdoor-Anwendungen
- Für Temperaturen bis zu 70°C
- Für Formen, Behältnisse und Halterungen (nicht lebensmittelecht!)
ABS
ABS ist das Material mit der höchsten Temperaturbeständigkeit im Hobbybereich. Für industrielle Drucker, wie den RepRap X500 gibt es noch andere hochtemperaturbeständigere Materialien.
- Objekte, welche eine hohe Stabilität benötigen
- Für Gehäuse
- Für Outdoor-Anwendungen
- Für Zahnräder und Maschinenteile
- Für Temperaturen bis zu 90°C

Reinigen & Warten
Halten Sie Ihren Drucker, vor allem die Druckplatte immer sauber! Eine verschmutzte Platte führt dazu, dass sich drucke unterm Drucken lösen, oder die erste Schicht unsauber wird.
Je nach Druckplatte sollten Sie die angegebenen Reinigungshinweise beachten. Das beste Ergebnis erhalten Sie, wenn Sie die Druckplatte mit Isopropanol [Amazon Partnerlink] reinigen.
Nach dem Drucken
Auch hier gibt es ein paar Sachen, welche Sie unbedingt beachten sollten!
Objekt langsam abkühlen
Sie sollten das Druckteil nie nach direktem Druckende entnehmen! Vor allem bei ABS wäre das kritisch. Nicht nur, weil die Druckplatte heiß ist, sondern auch, weil sich die Druckteile beim zu schnellen Abkühlen verformen und zusammenziehen. Je nach Material kann die Abkühlzeit unterschiedlich sein. Meine persönliche Empfehlung, warten Sie bis das Druckbett wieder auf Raumtemperatur abgekühlt ist, dann entnehmen Sie das Druckteil.
- PLA: 5-10 min abkühlen lassen
- PETG: 10-20 min abkühlen lassen
- ABS: 30-60 min abkühlen lassen
Häufige Probleme
Erste Schicht
Die erste Schicht ist entscheidend für den Erfolg des ganzen Druckes. Ist die erste Schicht unsauber, so kann sich der Druck später lösen.
Objekt löst sich
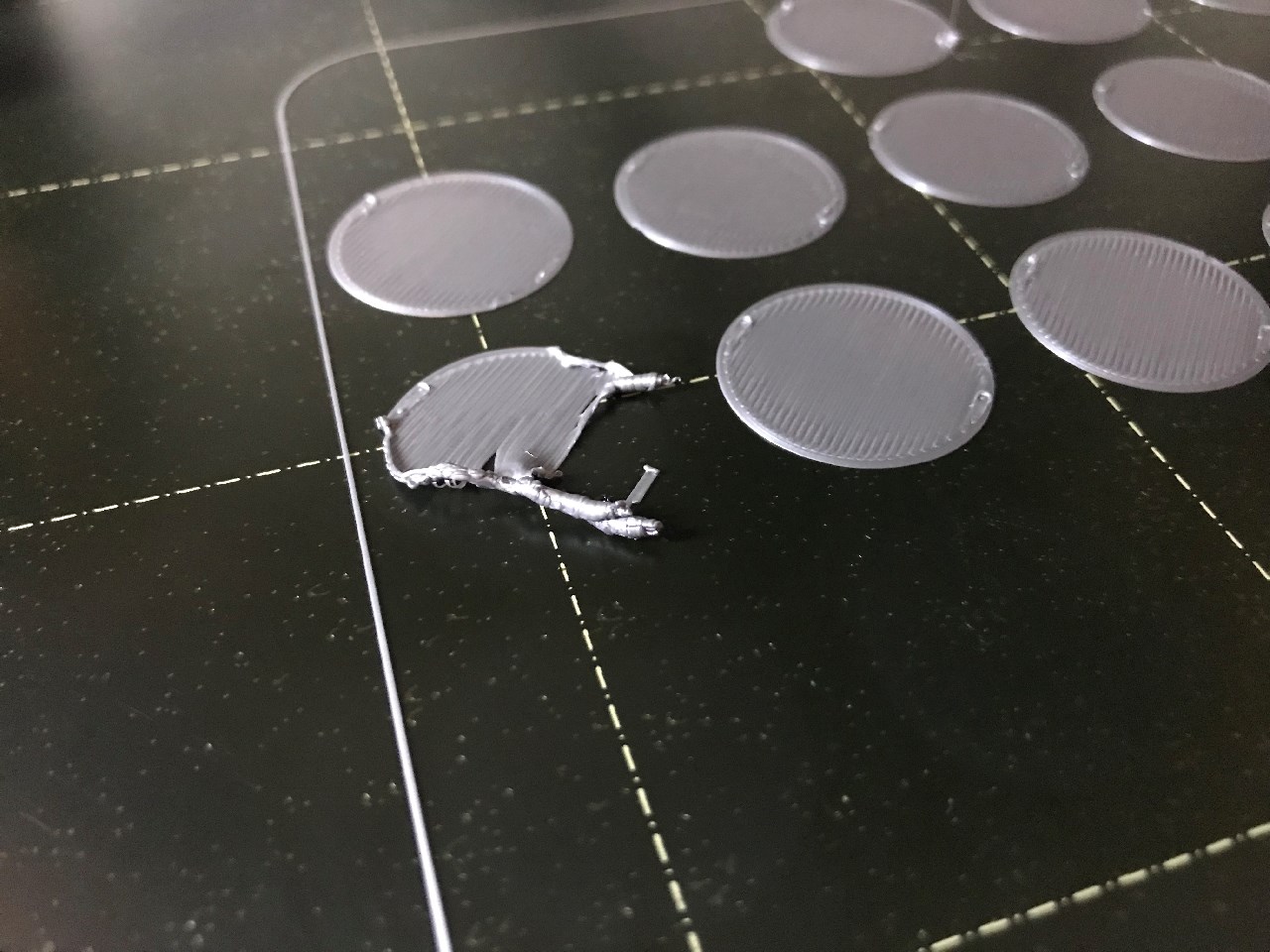
Wenn Sie das Problem haben, dass sich das Objekt teilweise oder sogar gant von der Druckplatte löst, so kann dies folgende Gründe haben.
- Der Z-Abstand von der Nozzle (Düse) zum Druckbett ist zu hoch
- Die Druckplatte ist verschmutzt
- Die Temperatur der Druckplatte ist zu gering für das Material (ABS z.B. 90-110°C)
- Die Umgebungstemperatur ist nicht stabil
- Einen Rand (engl. Brim) um das Objekt aktivieren um die Auflagefläche zu erhöhen
Sollte das Problem nicht durch das Reinigen bzw. das Einstellen des Z-Abstandes behoben werden, so empfehle ich Ihnen ein Gehäuse um den Drucker zu errichten. Dies sorgt für eine stabile Umgebungstemperatur und verhindert das zu schnelle abkühlen des Materials.
Löcher & Erhebungen
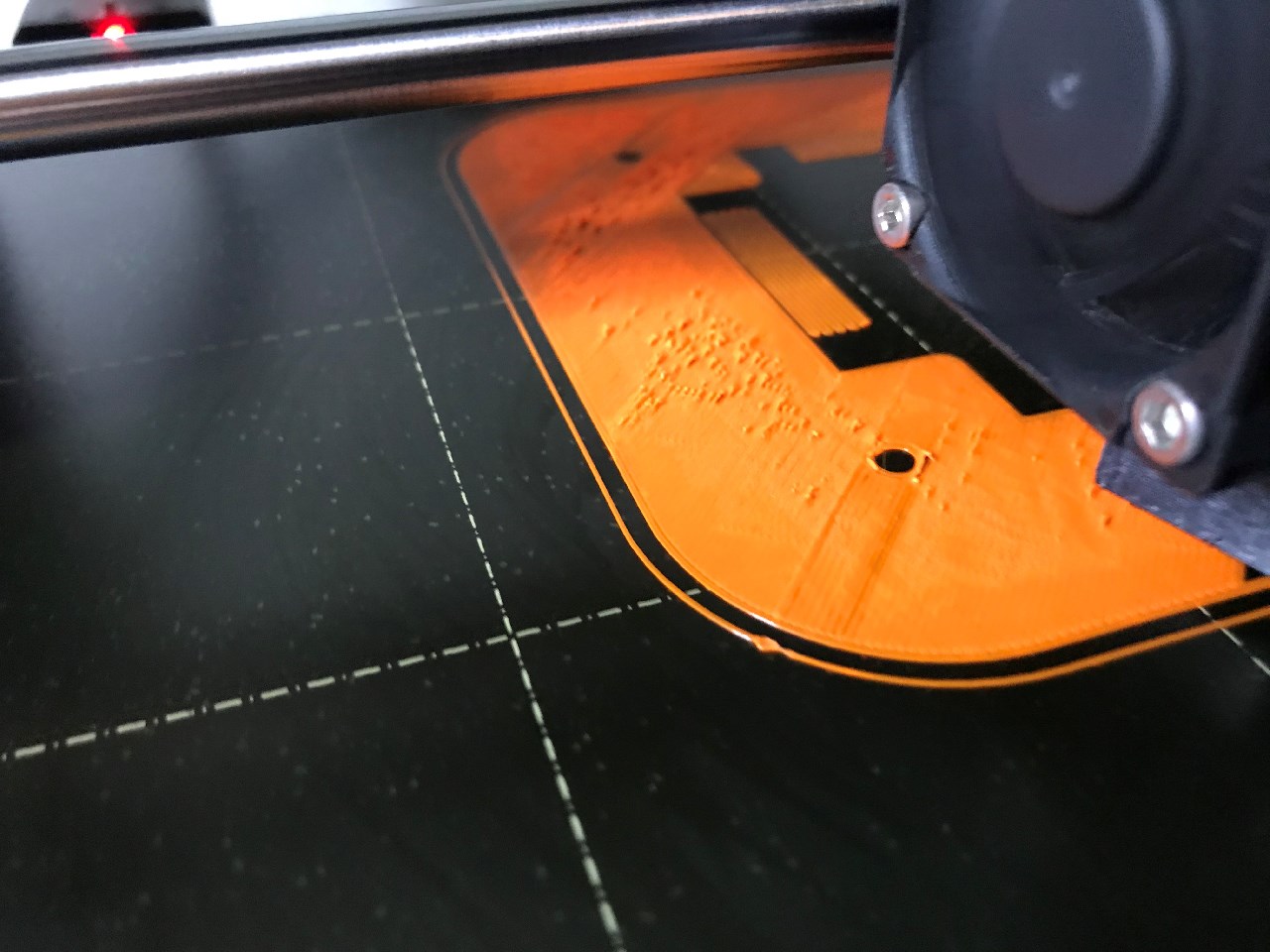
Dieses Fehlerbild durch folgende Problemen verursacht werden
- Der Z-Abstand von der Nozzle (Düse) zum Druckbett ist zu hoch
- Die Druckplatte ist verschmutzt
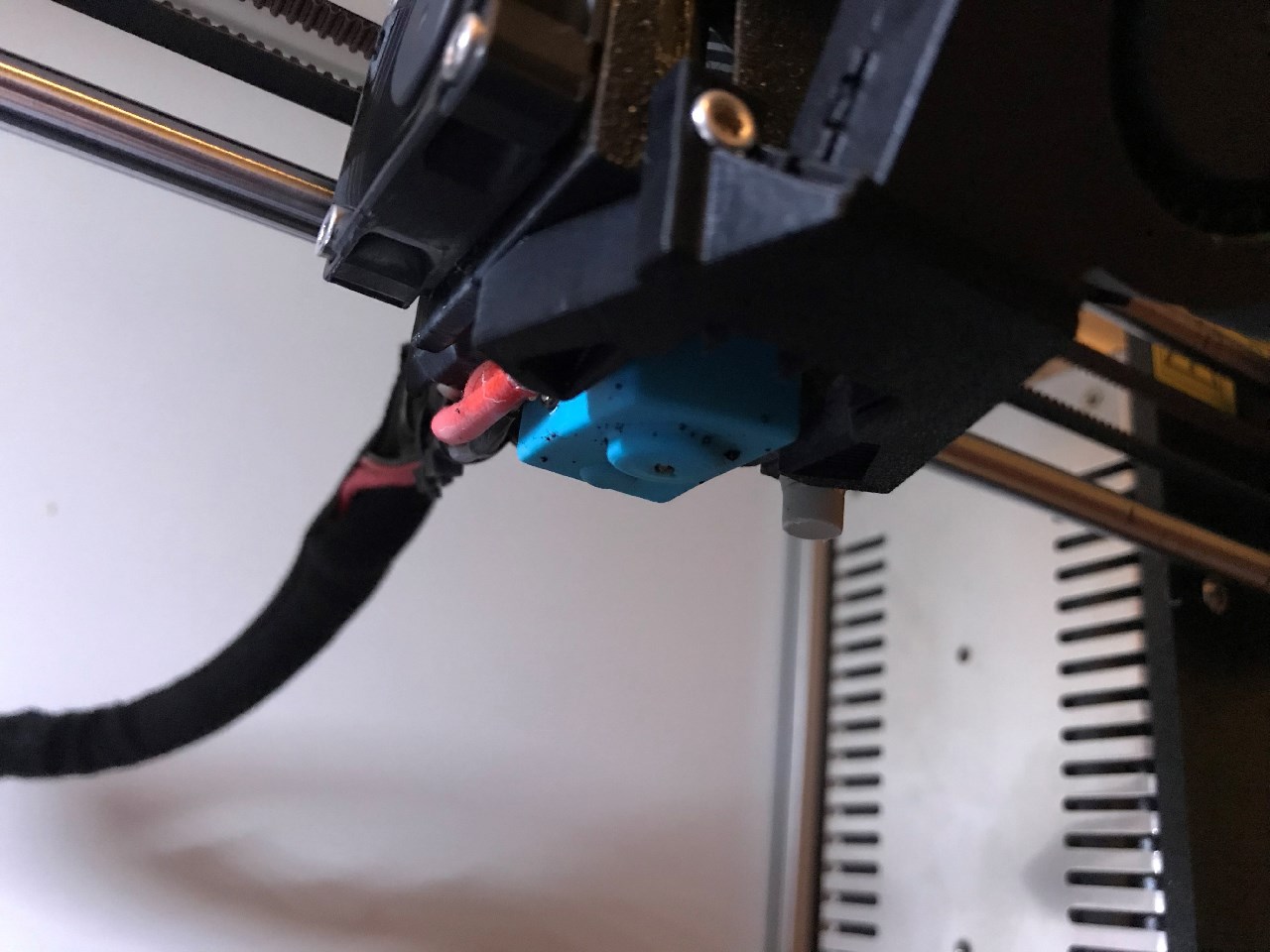
- Düse ist verschmutzt
- Das Filament wird statisch vom Extruder und / oder der Nozzle angezogen
Sollte das beheben der ersten drei Punkte nicht zum gewünschten Erfolg führen, so können Sie noch eine Silikonhülle für das Hotend versuchen. Dies verhindert das statische Anziehen von Filamentresten zum Hotend. Folgend finden Sie ein Beispiel auf Amazon.de [Amazon Partnerlink]